

铝材挤压模具是铝型材生产中的 核心组件,其设计与制造质量直接影响产品的 精度、 表面质量 和 生产效率。
一、铝材挤压模具的主要结构
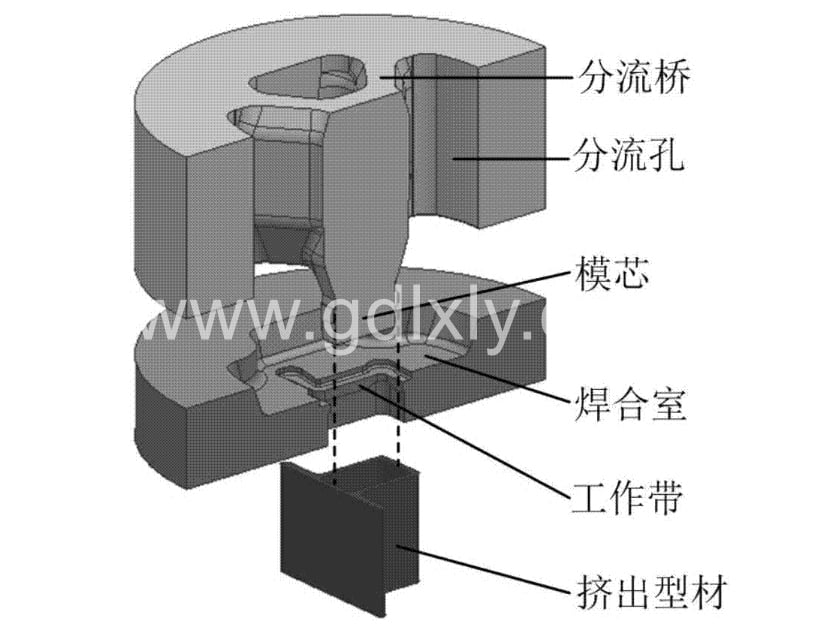
铝材挤压模具通常由以下几部分组成,每个部分都有其特定的功能和作用:
模具结构示意图位置
模具前端(工作带部分)
功能: 直接与铝材料接触,决定型材的最终形状和尺寸精度。
特点: 表面光洁度高,尺寸精度严苛,需具备良好的耐磨性。
导流板(分流板)
功能: 将铝材均匀分配到各个分流孔,确保型材各部分的流速一致。
特点: 设计复杂,需根据型材形状和尺寸合理分配分流孔。
分流孔
功能: 将铝材分成多股流动,确保型材各部分均匀填充。
特点: 数量和形状根据型材设计而定,需优化以平衡流速。
焊合室
功能: 将分流后的铝材重新焊合,确保型材的完整性和致密性。
特点: 尺寸和形状影响型材的焊合质量和表面光洁度。
空刀
功能: 为铝材流动提供空间,避免模具堵塞或型材变形。
特点: 深度和宽度需合理设计,避免影响型材尺寸精度。
模具后端(支撑部分)
功能: 支撑模具前端,减少模具在挤压过程中的变形。
特点: 结构简单但承压力大,需具备足够的强度和刚度。
二、铝材挤压模具的通用术语
以下是与铝材挤压模具相关的常用术语及其定义:
工作带
定义: 模具前端与铝材直接接触的区域。
作用: 决定型材的最终形状和表面质量。
分流孔
定义: 模具中用于分流铝材的孔洞。
作用: 确保型材各部分的流动均匀。
导流板
定义: 用于引导铝材流动的板状结构。
作用: 优化铝材分配,减少流速差异。
焊合室
定义: 将分流后的铝材重新焊合的区域。
作用: 确保型材的完整性和致密性。
空刀
定义: 模具中为铝材流动提供的额外空间。
作用: 避免模具堵塞或型材变形。
支承垫
定义: 用于支撑模具后端的垫块。
作用: 减少模具变形,确保挤压过程稳定。
挤压比
定义: 挤压筒截面积与型材截面积的比值。
作用: 表征挤压过程的变形程度。
模具偏心
定义: 挤压筒、挤压杆和模具中心不完全重合的现象。
影响: 导致型材流速不均,影响成型质量。
三、优化铝材挤压模具设计的建议
通过优化模具设计,可以显著提升模具的性能和使用寿命:
合理设计工作带
根据型材形状和尺寸优化工作带长度和表面光洁度,确保型材精度。
优化分流孔与导流板
根据型材复杂程度合理设计分流孔数量和导流板形状,确保流速均匀。
加强模具材料选择
选用高耐磨、高强度的模具钢,如H13钢,延长模具使用寿命。
提高模具加工精度
使用高精度数控机床加工模具,确保尺寸精度和表面质量。
定期维护与修模
建立模具维护和修模机制,及时修复磨损或损坏的模具。
四、常见问题与解决方案
在生产过程中可能会遇到各种问题,及时识别并解决这些问题对保证产品质量至关重要:
| 问题 | 原因分析 | 解决方案 |
|---|---|---|
| 型材尺寸不达标 | 工作带设计不合理 | 优化工作带长度和表面光洁度 |
| 型材流速不均 | 分流孔或导流板设计不当 | 合理设计分流孔和导流板形状 |
| 模具磨损过快 | 材料选择不当或加工精度低 | 选用高强度模具钢,提高加工精度 |
| 模具偏心 | 设备安装或调整不当 | 检查并调整挤压筒、挤压杆和模具同心度 |
总结
铝材挤压模具的主要结构包括工作带、导流板、分流孔、焊合室、空刀和模具后端等部分,每个部分的设计和制造都直接影响模具的性能和型材质量。
关键要点总结
了解模具各结构部分的功能和特点,有助于优化模具设计
掌握模具相关术语,便于技术交流和问题分析
通过优化设计、材料选择和加工工艺,可以显著提升模具性能
建立完善的维护机制,延长模具使用寿命
及时识别和解决生产中的问题,确保产品质量稳定
合理设计工作带、分流孔和导流板,确保型材尺寸精度和表面质量
选用高强度模具材料,提高模具的耐磨性和使用寿命


